特 点
特 点
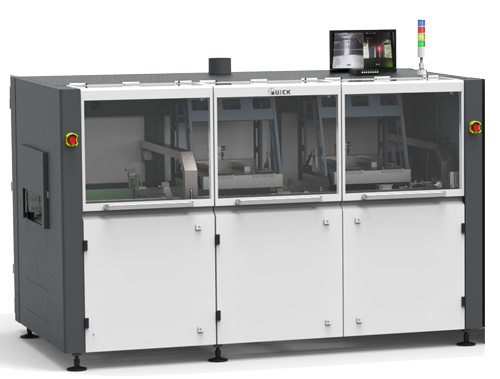
* IR红外回流焊系统
红外温度传感器直接检测BGA表面温度,实现真正闭环控制,保证精确的温度工艺窗口,热分布均匀。
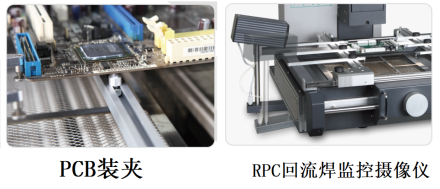
* RPC回流焊监控摄像仪
可以从侧方位多角度观测BGA锡球的熔化过程,为捕捉精确可靠的工艺曲线提供关键性的帮助。
* BGASOFT操控软件
连接PC可以记录、控制、分析整个工艺流程,并产生温度曲线,满足现代电子工业的制程要求。
* CONTROL BOX操控键盘
多功能操作键盘,使连续返修变得更加高效和简便。
* 适用于:笔记本电脑主板、手机主板、PAD、工控机主板等。
 参数规格
参数规格
型号 | QUICK EA-H00 |
总功率 | 2800W(Max) |
电源 | 220V AC 50Hz |
底部预热功率 | 400W*4=1600W(暗红外发热器) |
400W*6=2400W(高红外发热管可选配) | |
顶部加热功率 | 120W*6=720W (红外发热管,波长约2~8μm) |
顶部加热器尺寸范围 | 20~60mm(X、Y方向均可调 ) |
底部辐射预热器尺寸 | 290*290mm |
最大线路板尺寸 | 390*420mm |
通 讯 | USB(可与PC联机 ) |
测温传感器 | 非接触式红外 |
摄像仪 | 36*12倍放大 |
水平清晰度500线;PAL制式 | |
LED辅助照明 | |
CONTROL BOX | 多功能操作键盘 |
采集卡 | 模拟视频输入 |
VIDEO SOFT | 专业视频采集软件 |
外形尺寸(L*W*H) | 850*720*730mm |
重量 | 约68Kg |
 软件特点
软件特点
* 可以设置登录密码,保证操作员的唯一性。
* 可以设置参数保护密码,设定参数修改权限,保证工艺的可靠性。
* 具有快速上载功能,按“开始”键执行当前指定流程。
* 具有温度曲线分析功能,可以对存储流程的温度曲线进行工艺的分析研究。
* 同时可以查看历史工艺参数及温度曲线。可以对工艺曲线进行比较。
 加热控温特点:
加热控温特点:
* 采用暗红外开放式加热,通过非接触式红外温度传感器实时侦测BGA表面温度的变化,实现闭环控制,保证精确的温度工艺窗口,热分布均匀。
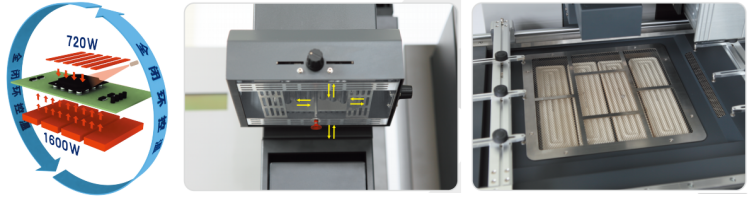
* 顶部加热器 :顶部加热采用功率720W、中等波长(2~8μm)的红外加热管加热,可以根据BGA尺寸调整加热窗口的大小。当流程结束时,内置真空吸杆自动拾取拆除BGA元件,并放置在风扇顶端进行散热。无需热风罩,节约成本。
* 底部加热器:采用四组暗红外陶瓷发热盘加热,峰值功率可达1600W;平台尺寸进一步加大,可以对更大尺寸的PCB进行预热,并使PCB受热均匀,防止局部过度加热变形、翘曲。
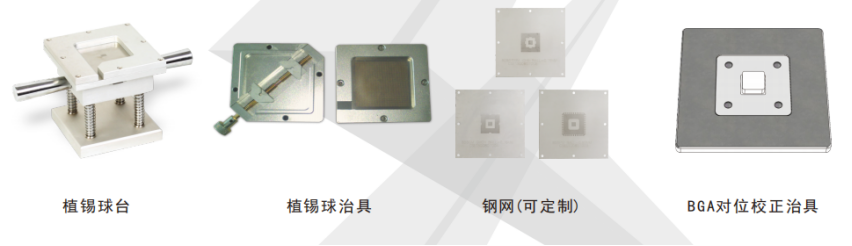
 支撑夹具
支撑夹具

 红外型吸垫、吸咀
红外型吸垫、吸咀

 治 具
治 具